
SDC315 ব্যান্ড অপারেশন ম্যানুয়াল দেখেছে
বিশেষ বর্ণনা
মেশিনটি পরিচালনা করার আগে, যে কেউ অবশ্যই এই বিবরণটি মনোযোগ সহকারে পড়তে হবে এবং সরঞ্জাম এবং অপারেটরের নিরাপত্তার পাশাপাশি অন্যদের নিরাপত্তা নিশ্চিত করতে এটিকে ভালভাবে রাখতে হবে।
2.1 এই মেশিনটি PE, PP এবং PVDF থেকে তৈরি পাইপ কাটতে ব্যবহৃত হয় এবং বিনা বর্ণনার উপকরণ কাটতে ব্যবহার করা যাবে না; অন্যথায় মেশিন ক্ষতিগ্রস্ত হতে পারে বা দুর্ঘটনা ঘটতে পারে।
2.2 বিস্ফোরণের সম্ভাব্য ঝুঁকি সহ এমন জায়গায় মেশিনটি ব্যবহার করবেন না
2.3 মেশিনটি দায়িত্বশীল, যোগ্য এবং প্রশিক্ষিত কর্মীদের দ্বারা পরিচালিত হওয়া উচিত।
2.4 মেশিনটি একটি শুষ্ক এলাকায় চালিত করা উচিত। বৃষ্টিতে বা ভেজা মাটিতে ব্যবহার করার সময় প্রতিরক্ষামূলক ব্যবস্থা গ্রহণ করা উচিত।
2.5 ইনপুট পাওয়ার 380V±10%, 50 Hz এর মধ্যে। যদি বর্ধিত ইনপুট লাইন ব্যবহার করা হয়, লাইনে যথেষ্ট সীসা বিভাগ থাকতে হবে।
2.6 প্রথমবার ব্যবহার করার আগে ট্যাঙ্কে হাইড্রোলিক তেল (N46 ISO3448) পূরণ করুন। তেলের পরিমাণ ট্যাঙ্কের প্রায় 2/3 হওয়া উচিত।
নিরাপত্তা
নিচের চিহ্নগুলো হললাগানোমেশিনে
| সাবধান, বিপদ! অনুগ্রহ করে সতর্কতা অবলম্বন করুন যখন এই চিহ্নটি সহ কাজ বা এলাকার কাছাকাছি! |  |
| বিপদ, বৈদ্যুতিক শক! এই চিহ্নের অংশগুলিতে বিদ্যুৎ লিক হওয়ার আশঙ্কা থাকতে পারে৷ এখানে কাজ করার সময় সতর্ক থাকুন৷ |  |
| সাবধান, হাতের আঘাত |  |
3.2। নিরাপত্তার জন্য সতর্কতা
মেশিনটি পরিচালনা করার সময়, নির্দেশাবলী এবং সুরক্ষা নিয়মগুলি সাবধানে মেনে চলতে হবে।
3.2.1 অপারেটরকে প্রশিক্ষিত এবং দক্ষ কর্মী হতে হবে।
3.2.2 সুরক্ষা এবং মেশিনের নির্ভরযোগ্যতার জন্য প্রতি বছর মেশিনটি সম্পূর্ণরূপে পরিদর্শন এবং রক্ষণাবেক্ষণ করুন।
3.2.3 পাওয়ার: বিদ্যুৎ বিতরণ বাক্সে প্রাসঙ্গিক বিদ্যুৎ নিরাপত্তা মান সহ গ্রাউন্ড ফল্ট ইন্টারপ্টার থাকতে হবে।
আর্থিং: পুরো সাইটে একই গ্রাউন্ড ওয়্যার শেয়ার করা উচিত এবং গ্রাউন্ড কানেকশন সিস্টেমটি পেশাদার লোকদের দ্বারা সমাপ্ত এবং পরীক্ষা করা উচিত।
3.2.4 মেশিনের স্টোরেজ:
ন্যূনতম বিপদের জন্য সমস্ত সরঞ্জামগুলিকে নিম্নরূপ পরিচালনা করতে হবে:
※ ইলেক্ট্রোফোরাস অংশ স্পর্শ করবেন না
※ সংযোগ বিচ্ছিন্ন করার জন্য তারটি বন্ধ করা নিষিদ্ধ করুন
※ তারের উপর ভারী বা ধারালো বস্তু রাখবেন না এবং সীমিত তাপমাত্রার মধ্যে তারের তাপমাত্রা নিয়ন্ত্রণ করুন (70℃)
※ ভেজা পরিবেশে কাজ করবেন না। খাঁজ এবং জুতা শুকনো কিনা তা পরীক্ষা করুন।
※ মেশিনে স্প্ল্যাশ করবেন না
3.2.5 পর্যায়ক্রমে মেশিনের নিরোধক অবস্থা পরীক্ষা করুন
※ তারের নিরোধক পরীক্ষা করুন বিশেষ করে এক্সট্রুড পয়েন্ট
※ চরম অবস্থায় মেশিনটি পরিচালনা করবেন না।
※ গ্রাউন্ড ফল্ট ইন্টারপ্টার অন্তত প্রতি মাসে ভাল কাজ করে কিনা তা পরীক্ষা করুন।
※ দক্ষ কর্মীদের দ্বারা মেশিনের আর্থিং পরীক্ষা করুন
3.2.6 সাবধানে মেশিন পরিষ্কার করুন
※ সহজে নিরোধক ক্ষতি করে এমন উপকরণ ব্যবহার করবেন না (যেমন গ্যাস, ক্ষয়কারী এবং অন্যান্য দ্রাবক)
※ কাজ শেষ করার সময় বিদ্যুৎ সংযোগ বিচ্ছিন্ন করা উচিত।
উপরে উল্লিখিত শুধুমাত্র অনুসরণ করলে, সতর্কতা ভালভাবে কাজ করতে পারে।
3.2.7জরুরী স্টপ
কোনো অপ্রত্যাশিত অবস্থা ঘটলে, মেশিনটি বন্ধ করতে অবিলম্বে "ইমার্জেন্সি স্টপ" টিপুন। সমস্যা সমাধানের পর আবার মেশিন চালু করতে ইমারজেন্সি স্টপ ঘড়ির কাঁটার দিকে ঘুরিয়ে দিন।
3.2.8 অংশের নিবিড়তা:পাইপগুলি সঠিকভাবে এবং শক্তভাবে স্থির করা হয়েছে কিনা তা পরীক্ষা করুন। নিশ্চিত করুন যে এটি আঘাত অপারেটরের নিচে স্লাইড করতে পারে না
3.2.9 কর্মীকাজ করার সময় নিরাপত্তা
গয়না এবং আংটি সরান, এবং ঢিলেঢালা পোশাক পরবেন না, জুতার ফিতা, লম্বা গোঁফ বা লম্বা চুল পরা এড়িয়ে চলুন যা মেশিনে আটকে থাকতে পারে।
3.2.10সাইট পরিষ্কার এবং পরিচ্ছন্ন রাখুনy
ভিড়, নোংরা এবং নোংরা সাইট কাজ করার পক্ষে অনুকূল নয়, তাই সাইটটি পরিষ্কার এবং পরিপাটি রাখা গুরুত্বপূর্ণ।
3.2.11 অপ্রশিক্ষিত ব্যক্তিকে কখনই যন্ত্রটি চালানোর অনুমতি দেওয়া উচিত নয়৷
3.3 সম্ভাব্য বিপদ
3.3.1 ব্যান্ড দেখেছি
এই মেশিনটি শুধুমাত্র পেশাদার ব্যক্তি বা প্রশিক্ষিত কর্মীদের দ্বারা পরিচালিত হয়, অন্যথায় অনাকাঙ্ক্ষিত দুর্ঘটনা ঘটতে পারে।
3.3.2 স ব্লেড
চলমান করাত ব্লেড স্পর্শ করবেন না, বা আঘাত হতে পারে
3.3.3 কাটা
কাটার আগে, পরিবহনের সময় পাইপের বাইরের বালি বা পাইপের মধ্যে থাকা অন্যান্য ড্রাফ পরিষ্কার করুন। এটি করাত ব্লেড বা অন্যান্য দুর্ঘটনার অবাঞ্ছিত ক্ষতি এড়াতে পারে
প্রযোজ্য পরিসীমা এবং প্রযুক্তিগত পরামিতি
| টাইপ | এসডিসি - 315 |
| কাটা জন্য উপকরণ | পিই, পিপি, পিভিডিএফ |
| সর্বোচ্চ কাটিং ক্ষমতা | 315 মিমি |
| কাটিং কোণ | 0°~67.5° |
| কোণের অশুদ্ধতা | ≤1° |
| করাত ব্লেডের রেখার বেগ | 230 মি/মিনিট |
| পরিবেশের তাপমাত্রা | -5-45℃ |
| পাওয়ার সাপ্লাই | 380 V±10 % |
| ফ্রিকোয়েন্সি | 50 Hz |
| মোট স্রোত | 5A |
| মোট শক্তি | 3.7 কিলোওয়াট |
| ড্রাইভিং মোটর | 2.2 কিলোওয়াট |
| হাইড্রোলিক ইউনিট মোটর | 1.5 কিলোওয়াট |
| অন্তরণ প্রতিরোধের | >1MΩ |
| সর্বোচ্চ জলবাহী চাপ | 6 এমপিএ |
| মোট ওজন (কেজি) | 1100 |
বর্ণনা
কনুই, টি এবং ক্রস তৈরি করার সময় সেট কোণ অনুযায়ী পিই পাইপ কাটতে ব্যান্ড করাত ব্যবহার করা যেতে পারে, যাতে মেশিনে উচ্চ কাজের দক্ষতা এবং উপকরণ ব্যবহারের হারের বৈশিষ্ট্য থাকে।
5.1 অংশের বর্ণনা

| 1. সতর্কীকরণ ডিভাইস | 2. টান চাকা | 3.কোণ স্কেল | 4. নিয়ন্ত্রণ বাক্স |
| 5. স্তর সমন্বয়কারী | 6. 67.5° আসন | 7. ডিভাইস ঠিক করুন | 8.স বক্স |
5.2 অপারেশন প্যানেল
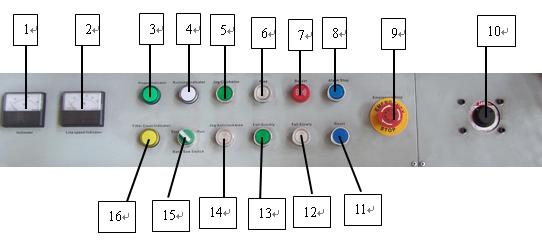
| 1. ভোল্টমিটার | 2. লাইন গতি নির্দেশক | 3. শক্তি সূচক | 4. চলমান সূচক |
| 5. ঘড়ির কাঁটার দিকে জগ | 6. উত্থান | 7. বুজার | 8. অ্যালার্ম স্টপ |
| 9. জরুরী স্টপ | 10. ফিড গতি সমন্বয়কারী | 11. রিসেট করুন | 12. ধীরে ধীরে পড়ুন |
| 13. দ্রুত পতন | 14. ঘড়ির কাঁটার বিপরীতে জগ | 15. ব্যান্ড স্যুইচ | 16. তেল পাম্প কাজ সূচক |
ইনস্টলেশন
6.1 উত্তোলন এবং ইনস্টলেশন
6.1.1 ইনস্টলেশনের সময় ফর্কলিফ্ট ব্যবহার করা হলে, তেলের পায়ের পাতার মোজাবিশেষ বা সার্কিটের ক্ষতি এড়াতে মেশিনের নিচ থেকে সাবধানে কাঁটা ঢোকান৷
6.1.2 মেশিন স্থাপন করার সময়, লেভেল অ্যাডজাস্টর সামঞ্জস্য করে মেশিনটিকে স্থিতিশীল এবং সমতল রাখতে হবে
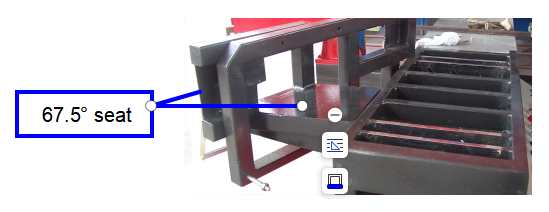
6.1.3 এই স্ট্যান্ডার্ড মেশিনটি 0 ~ 67.5° কোণ কাটতে পারে, যদি 45° এর মধ্যে একটি কোণ প্রয়োজন হয়, তাহলে কাজ করার আগে 67.5° আসনটি সরিয়ে ফেলতে হবে
অপারেশন
7.1 শুরু হচ্ছে
7.1.1 মেশিনকে পাওয়ার করুন এবং পাওয়ার ইন্ডিকেটর অবশ্যই চালু থাকতে হবে (যদি চালু না হয়, সংযোগটি ভুল)।
7.2 অপারেশন প্যানেলের ডানদিকে ফিড স্পিড অ্যাডজাস্টর ঘুরিয়ে উপরে এবং নীচে সরানো করাত বাক্সের পরীক্ষা করা।
7.3 করাত ব্লেডের চলমান দিক পরীক্ষা করতে "ঘড়ির কাঁটার দিকে জগ" এবং "কাঁটার বিপরীত দিকে জগ" বোতাম টিপুন। যদি এটি ভুল দিকে ঘোরে, তাহলে বিদ্যুৎ সরবরাহের সাথে সংযুক্ত যেকোনো দুটি লাইভ তারের মধ্যে সংযোগ বিনিময় করুন।
7.4কাটিং অপারেশন
7.4.1 কোণ লকিং স্ক্রুটি আলগা করুন, করাতের ব্লেড বাক্সটিকে হাত দিয়ে প্রয়োজনীয় কোণে ঠেলে দিন (প্রয়োজনীয় কোণ অনুযায়ী), এবং কোণ লকিং স্ক্রুটি বেঁধে দিন।
7.4.2 করাতের দাঁত পাইপের উপরে আছে তা নিশ্চিত করার জন্য করাতের ব্লেড বাক্সটিকে একটি উচ্চতায় (কাটা করা পাইপের ব্যাস দ্বারা নির্ধারিত) করুন।
7.4.3 কাটিং টিউবিংটি কাজের টেবিলে রাখুন, কাটার অবস্থান সামঞ্জস্য করুন এবং ডিভাইস লক করে নাইলন বেল্ট দিয়ে পাইপটি ঠিক করুন।
7.4.4 করাত ব্লেডটি শুরু করুন, যখন করাত ব্লেড নির্দিষ্ট গতি অর্জন করে (চলমান সূচকটি জ্বলে উঠবে), ফিড স্পিড অ্যাডজাস্টর চালু করুন যাতে করাত বাক্সটি ধীরে ধীরে পড়ে যায়। পতনের গতি পাইপের ব্যাস এবং বেধ অনুযায়ী নিয়ন্ত্রিত করা উচিত।
7.4.5 যখন কাটা শেষ হতে চলেছে, করাত ব্লেড ব্লক করা এড়াতে অনুগ্রহ করে কাটা পাইপটি ধরে রাখুন।
7.4.6 কাটার সময় কোনো অস্বাভাবিকতা দেখা দিলে জরুরি বোতাম টিপুন। সমস্যা সমাধানের পর আবার মেশিন চালু করতে ইমার্জেন্সি স্টপ ঘড়ির কাঁটার দিকে ঘুরুন..
7.4.7 স ব্লেড স্বয়ংক্রিয়ভাবে বন্ধ হয়ে যাবে যখন এটি নিম্ন সীমাবদ্ধ অবস্থানে পৌঁছাবে
7.4। 8 কাটা শেষ করার সময় কাটা পাইপটি সরান এবং কেটে ফেলুন।
7.4। 9 এই স্ট্যান্ডার্ড মেশিনটি 0 ~ 67.5° কোণ কাটতে পারে, যদি 45° এর মধ্যে একটি কোণ প্রয়োজন হয়, তাহলে পাইপগুলিতে কাজ করার আগে 67.5° আসনটি সরানো উচিত, নিম্নরূপ দেখানো হয়েছে:
সতর্কতা:
1) কনভার্টার রক্ষা করার জন্য পাওয়ার বন্ধ করার পরে 30 মিনিটের মধ্যে আবার মেশিনটিকে পাওয়ার করুন।
2) নিরাপত্তা নিশ্চিত করতে পুরো মেশিনটি অবশ্যই আর্থ করা উচিত
3) বৈদ্যুতিক উপাদানগুলির চেক এবং রক্ষণাবেক্ষণ পেশাদার ব্যক্তি দ্বারা করা আবশ্যক
ত্রুটি এবং সমাধান
অনুগ্রহ করে যন্ত্রাংশ রক্ষণাবেক্ষণ বা প্রতিস্থাপন করার সময় সুরক্ষা শংসাপত্র সহ সংযুক্ত সরঞ্জাম, খুচরা যন্ত্রাংশ বা অন্যান্য সরঞ্জাম ব্যবহার করুন। নিরাপত্তা শংসাপত্র ছাড়া সরঞ্জাম এবং খুচরা যন্ত্রাংশ ব্যবহার করা নিষিদ্ধ.
টেবিল.1 যান্ত্রিক ব্যর্থতা
| আইটেম | বর্ণনা | বিশ্লেষণ | সমাধান |
| 1 | ব্যান্ডের ফলক দেখেছি জ্যাম করা হয় | 1. ঘূর্ণমান আসনের কোণ শক্তভাবে লক করা হয় না। 2. ব্যান্ড করাত ফলক শক্তভাবে টেনশন করা হয় না। 3. করাত ব্লেড খুব ধীরে চালায় বা করাতের ফলক খুব দ্রুত নিচে পড়ে যায় | 1. কোণ লকিং ডিভাইস বেঁধে দিন। 2. ব্যান্ড করাত ফলক টান টান টান রোলার নিয়ন্ত্রণ. 3. পতনের গতি কম করুন এবং করাত ব্লেডের উচ্চ লাইন বেগ সামঞ্জস্য করুন। |
| 2 | ব্যান্ডের ফলক দেখেছি ফোঁটা | 1. করাত ব্লেড ধারক ভাল সমন্বয় করা হয় নি. 2. ব্যান্ড করাত ফলক টান হয় না. 3. করাত ব্লেড চাকা আলগা হয়. 4. ওভারফ্লো ভালভের মূল অবরুদ্ধ | 1. সর্বোত্তম অবস্থানে ব্যান্ড করাত ফলক ঠিক করতে করাত ব্লেড ধারককে সামঞ্জস্য করুন। 2. ব্যান্ড করাত ফলক টান টান টান রোলার সামঞ্জস্য করুন. 3. করাত ব্লেড চাকা শক্তভাবে বেঁধে রাখুন। 4. ওভারফ্লো ভালভের মূল পরিষ্কার করুন |
Table.2 হাইড্রোলিক সিস্টেমের ত্রুটি
| আইটেম | বর্ণনা | কারণ | সমাধান |
| 1 | তেল পাম্পের মোটর কাজ করে না | 1. Contactor বন্ধ নেই 2. অভ্যন্তরীণ লাইন সংযোগ বিচ্ছিন্ন করা হয়েছে 3. মোটর ত্রুটি. | 1. contactor চেক করুন; 2. সংযোগ বা প্লাগ পরীক্ষা করুন৷ 3. মোটর পরিদর্শন এবং মেরামত. |
| 2 | সিস্টেমে চাপ নেই, এবং পাম্পে উচ্চ শব্দ | 1. তেল পাম্প মোটরের ঘূর্ণন দিক সঠিক নয়; 2. মোটর এবং তেল পাম্পের কাপলার সংযোগ বিচ্ছিন্ন করা হয়েছে 3. তেল অপর্যাপ্ত বা খুব নোংরা। | 1. এটি ঘড়ির কাঁটার বিপরীত দিকে ঘোরানো উচিত; 2. কাপলার চেক করুন; 3. তেল পূরণ বা পরিবর্তন; |
| 3 | প্রধান সিলিন্ডারের উত্তোলনের গতি খুব দ্রুত বা খুব ধীর | 1. সিস্টেম চাপ খুব বেশি বা কম; 2. থ্রটল ভালভ ভুলভাবে সমন্বয় করা হয়; 3. নিয়ন্ত্রিত গাল ভালভ ভুলভাবে সমন্বয় করা হয়. | 1. সিস্টেম চাপ সামঞ্জস্য; 2. থ্রোটল ভালভ সামঞ্জস্য করুন; 3. একক দিক ভালভ সামঞ্জস্য করুন. |
| 4 | চাপ উচ্চ বা চাপের ওঠানামা খুব বড় সামঞ্জস্য করা যাবে না | 1. ওভারফ্লো ভালভ কোর ব্লক করা হয় 2. তেল ফিল্টার ব্লক করা হয়. 3. ওভারফ্লো ভালভ কোর ব্লক করা হয় | 1. ওভারফ্লো ভালভ সংযোগ বিচ্ছিন্ন করুন এবং ধুয়ে ফেলুন বা পরিবর্তন করুন 2. তেল ফিল্টার ধোয়া. 3. ওভারফ্লো ভালভ কোরকে আলাদা করুন এবং পরিষ্কার করুন। |
সার্কিট এবং হাইড্রোলিক ইউনিট ডায়াগ্রাম
9.1 সার্কিট ইউনিট ডায়াগ্রাম (পরিশিষ্টের রেফারেন্স)
9.2 হাইড্রোলিক ইউনিট ডায়াগ্রাম (পরিশিষ্টের রেফারেন্স)





